Dentistry Moves to the Future with EOS, Ex One
3D printing, new materials, and regenerative therapy are among advancements in the dental R&D crystal ball.


November 1, 2009
By Susan Smith
Rapid manufacturing may soon offer dentists—and patients—an affordable and attractive option. Aside from the obvious need for tooth preservation and gum health, people with dental concerns want their teeth to look good as well. And while appearance has been a vital economic driver for dental prosthetics, that is about to change.
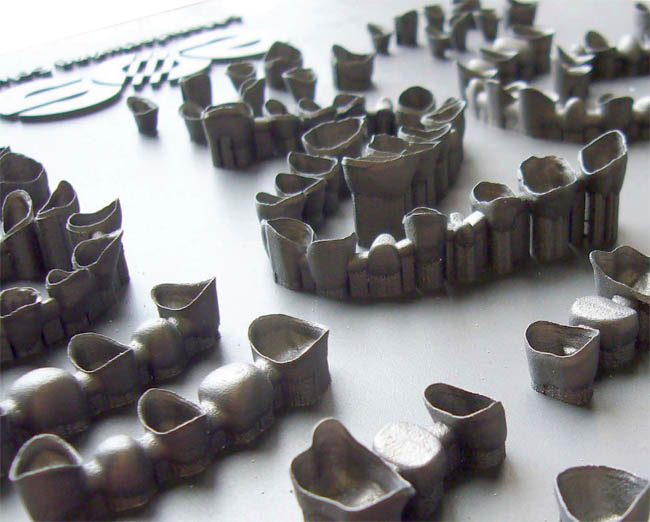 Figure 1: A batch of laser-sintered copings and bridges, made of cobalt chrome. |
According to Howard Kuhn, former director of research for the Ex One Company, LLC, and a professor at the University of Pittsburgh, 3D printing of ceramics will provide more attractive and less-expensive crown copings that look like porcelain, and use of a new material may aid in tissue regeneration.
When Cost Is the Issue
“Instead of using gold alloy for the crown,” said Kuhn, “people are turning to chrome cobalt alloy, which is a lot cheaper but has a noticeably silvery color. People are forced into using something that is cheaper rather than something that will improve appearance.” Gold alloy offers an attractive appearance when it shows through at the bottom of a crown. And while Ex One’s division Imagen produces gold alloy for dental copings, it has since developed new alloys in response to demand for cheaper materials.
 Figure 2: An image of dental copings and bridges being laser-sintered. |
EOS is a company that offers a new type of cobalt chrome for dental work. EOS CobaltChrome SP2 alloy comes in powder form and can be sintered via the direct metal laser-sintering (DMLS) process by which micro layers of powdered metal are fused together by a laser. Its EOSINT M 270 has been used by some companies to create dental prosthetics and implants with CobaltChrome SP2, which is completely biocompatible. EOS customer Leader Italia manufactures implant components in an EOSINT M 270 using titanium powder.
EOS asserts that dentists and their patients will note how the fit and margin lines on copings offer greater consistency than previously cast parts. The resulting surfaces of the implants have interconnecting cavities that lock into the host bone. The geometry and connections of the cavities can be between 2 to 100 microns and make it possible for bone to penetrate inside the implant as bone cells grow.
According to Kuhn, DMLS provides very good properties “if you can get around the residual stresses in there.” The region where the laser impinges on the powder is very small, thus melting the particles together and leaving then the surrounding material to cool rapidly. “When you cool material rapidly, it produces a fine microstructure, which is a key to getting good properties,” said Kuhn. “They often get properties that are better than the properties you can get in the same material if it were cast. That’s a major advantage of ]laser sintering].”
But even so, the cost of equipment is high, Kuhn said.
 Figure 3: Ceramics are desirable for dental applications because the material is so close in composition to that of tooth porcelain. |
Advantages in Ceramics
3D printing of ceramics, on the other hand, is currently in the research and development stage. Considered a major trend in the dental industry, ceramics—especially porcelain—are attractive because they closely resemble natural tooth enamel in composition.
Typical metal copings have a silvery or grey appearance and when porcelain, which is naturally translucent, is fired on top, the metal substrate will show through at the base of the tooth’s crown where the porcelain is thin.
Ceramics would provide a more natural (and attractive) appearance without that line of grey metal visible beneath the porcelain. “Most ceramics have a nice white color,” said Kuhn, “and the porcelain that is fitted on top is on a white base. Porcelain, being translucent, has a better appearance when the coping is ceramic itself.”
There are three ways digitally printing of ceramics (which need a binder) is currently being researched: printing of the ceramic bed with pre-ceramic nano-particles in the binder; printing with pre-ceramic binders embedded; and direct printing of ceramic powders. In all cases, the parts are either sintered to the required density or sintered lightly and infiltrated with a binder to finish the product.
Changing Material Composition
Some modern copings have been made using a CAD/CAM approach, whereby the shape is milled from a block of ceramic with a CNC machine, but recent research into harder ceramics make that approach unlikely.
“Zirconia is a harder material,” Kuhn said. “The problem is not in making the shape; the problem is in getting the particles to either sinter at full density or near full density—in other words, to have good strong integrity attachment of particles together or infiltrated with a compatible material that provides a fully dense and high-strength material.”
3D printing allows the user to change the composition of material by injecting nanoparticles through the printhead. And you can place the nanoparticles in selected regions to get different properties in different parts of the coping.
 Figure 4: Photographs of the dental screw and microphotographs of the screw with bone bonding to it and of the porous surface of the screw. |
“That’s one of the things SLS can’t do,” said Kuhn. “With SLS, the layer of powder is spread, so you’re fixed with a layer of powder and can’t vary that type of powder throughout the part. That selective variability is one of the advantages of 3D printing heads. Clearly, its disadvantages are that you have the secondary operations that you do have to go through … after the printing is done. Making a shape is pretty easy, but making the shape and getting the kind of material properties ]you want], that’s where the problems lie.”
While a number of glass and porcelain systems have been pursued, they have not yet been refined in 3D printing to the point of being commercial.
Pre-Ceramic Polymers
Another possibility is to use stereolithography (SLA) to make parts using pre-ceramic polymers with low melting points, in either powder or liquid form. In liquid form, photosensitive polymers would be used, as they are easy to spread and polymerize into the desired shape. With powders it takes only a low-level laser to sinter them together. With a pre-ceramic polymer, the user would heat the polymer, and it would then convert into a ceramic.
Although SLA shows promise, Kuhn said there are not many polymers that do this, but it is being pursued because it combines the ease of forming the part with the benefit of converting it into a high-strength ceramic. Kuhn noted that this conversion to ceramic is a very carefully controlled thermal process, and “the idea is to get as much of the polymer converted to ceramic as possible. If you get 80 percent of it converted to ceramic, then you’re doing very well.”
 Figure 5: Leader Italia uses direct metal laser-sintering in titanium to create a dental screw that bonds well with bone. The geometry and connections of the cavities are between 2 to 100 microns, and are selected during the project. The geometry makes it possible for bone to penetrate deep inside the implant body, where it creates pits and pores that are colonized by bone cells. |
For ceramic copings to be successful, they must be compatible with the porcelain that must be fired on top of them. According to Kuhn, that’s the easy part, “the hard part is developing the combination of the ceramic print material and the infiltrant material so that you get good density and high strength…. If you just print ceramic material using the 3D printing process and then sinter it, the particle size that is required to sinter to full density is very small, on the order of 1 micron, too small to be used in the 3D printing process. Typically 10 microns is the lower limit…. If you stay with particles that are 10-15 microns, you can generate the shape but you can’t sinter that to full density.”
Certain glass materials can be liquefied and possibly used as an infiltrant for ceramic copings. The trick is coming up with the right combination of ceramics and infiltrant glass.
“The glass must have a melting point that is low and then you want to be able to get it up to a high temperature beyond its melting point,” said Kuhn. “The higher the temperature, the more fluid the glass is, the more likely that it will be absorbed by surface tension into the pores in between the ceramic particles. That’s where the real material science is.” The challenge of achieving strong material structure is coupled with that of finding the right type of glass that can infiltrate properly, maximizing the good properties of the ceramic.
As Kuhn continues pursuing these avenues, it is certain that digital manufacturing and rapid technologies will have an expanding role to play in dentistry’s future.
More Info:
EOS
Contributing Editor Susan Smith is DE’s expert in rapid technologies and has been immersed in the tech industry for more than 17 years. Send e-mail about this article to [email protected].
Subscribe to our FREE magazine, FREE email newsletters or both!
About the Author
DE’s editors contribute news and new product announcements to Digital Engineering.
Press releases may be sent to them via [email protected].


