Metal 3D Printing on the Rise
From ordinary to exotic, AM machines and materials are getting the spotlight.


Latest News
November 1, 2013
 A Renishaw system was recently used to build a titanium prototype nose cone for the British Bloodhound Supersonic Car that will attempt to break the 1,000-mph speed barrier in 2015 .Image courtesy of Renishaw. |
In witness to change and growth, companies with prototyping in their name now do end-part manufacturing; more sources exist for metal powders, and a major service bureau has been bought up by no less than GE Aviation. Metal additive manufacturing (AM) is truly a mainstream process.
Systems and Processes
Time was you could count metal-capable AM systems on one hand. Terry Wohlers, the AM industry expert whose annual Wohlers Report has been a valued resource since 1996, says 11 established metal AM system manufacturers are now operating worldwide, with three traditionally active in the U.S.
“Among the major players in metals are Arcam, Concept Laser, EOS, ExOne, Phenix Systems (now a part of 3D Systems), ReaLizer, Renishaw and SLM Solutions, with Optomec producing systems for more specialized applications,” Wohlers observes.
Metal AM technology has developed impressively in a relatively short time, Wohlers says, adding, “In some ways, it has developed further in 10 years than plastics systems have developed in 25 years.”
A key element of this success comes from the wide range of approaches for building layered parts from metal: melting powders with lasers or electron beams, or binding powders with liquids then sintering the products. Similarities and differences abound with each manufacturer’s system, whether in the price, material options, part size and detail accommodated, or required infrastructure (an argon supply, for example). An increasing number of systems already offer options in stainless steel, tool steel, bronze alloys, cobalt-chrome (CoCr), Inconel, aluminum and titanium (See “Additive Manufacturing 101,” DE November 2010), but developers are not resting on their laurels.
Finding Niches, Filling Needs
German direct metal laser sintering (DMLS) equipment provider EOS has the strongest presence in the States, with systems at both service bureaus and manufacturers. Thanks to the “aging of society,” the company sees real growth in the medical business as devices call for more functional integration and miniaturization. To meet this need, EOS has been reaching out to partner with various industrial end-users on joint development projects.
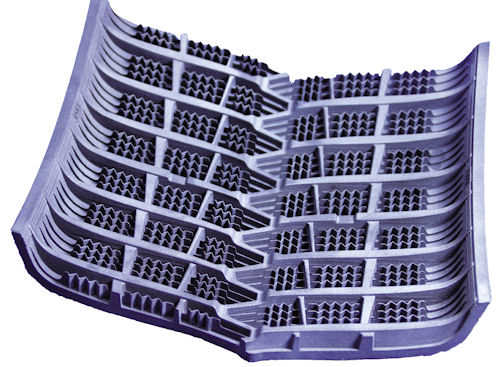 A section of tread mold created for the tire industry using high-strength maraging steel 1.2709, printed on a 3D Systems Phenix PXL system. Image courtesy of 3D Systems. |
EOS Project Manager Joachim Goebner says many industries are unaware of what can be done with “traditional” AM, let alone his EOS’ micro-laser-sintering (MLS) process—a project in development since 2002 that is producing parts with 32-micron wall thicknesses. He points out, “We need to identify needs and projects, and inspire people by showing them the possibilities.”
The MLS system can create parts at full density (99%) or with controlled porosities down to 30%. Goebner says almost any metal is a candidate for this approach, even high-temperature tungsten, stainless steel and molybdenum. In July, the company installed an MLS system at Germany’s Technical University of Darmstadt, to continue R&D on such mechanical properties as surface roughness; it plans to offer parts in 2014.
After years of producing more than 30,000 AM custom medical implants for European markets, Arcam has also expanded into the U.S. The new Arcam Q10 replaces the Arcam A1, and has been designed to meet the implant industry’s need for high productivity, high resolution, ease-of-use and quality control. The system includes the new Arcam LayerQam, a camera-based monitoring system for inline part-quality verification.
ExOne, the third major U.S. player, takes a very different approach to metal AM, using inkjet printing technology to deposit a liquid binder onto powdered material. From the start, the company has put considerable effort into new material development on both binders and powders, starting with 316 stainless steel, 420 stainless steel, copper alloys and bronze. Based on work done at ExOne’s Material Applications Laboratory (ExMAL), the company recently announced the availability of iron (for bronze infiltration) and bonded tungsten—plus continuing efforts with titanium, Inconel and magnesium. The development program includes working out optimal sintering temperature profiles for the new materials, but an attractive feature is that all process parameters are open to users.
Selective laser melting (SLM) technology, as with many of the metal AM technologies, has roots going back to the mid-1990s. This process was developed by Dr. Matthias Fockele (then-owner of F&S GmbH) together with the Institut for Laser Technique, Aachen, Germany, and has evolved both in terms of technology and business.
According to Fockele, ReaLizer SLM systems create parts in alloys of aluminum, CoCr, titanium, steel, gold, platinum and Inconel, with more materials in development. Parts can be fully dense, as for dental prostheses, or filled by a lattice structure appropriate for bone growth in implants or the design complexity of jewelry. Though not yet a large force in the U.S., ReaLizer has a solid European customer base of around 200 systems.
| Freedom to Optimize AM Operations Some of the increased interest and activity in metals AM stems from the widening public exposure to 3D printing in general, but some also comes as more systems let users take charge. On the hardware side, Chuck Alexander, product manager at the Solid Concepts service bureau, says he is glad there are now many players in the AM systems world. He even welcomes the increased openness for powder sourcing. “In the CNC world,” he adds, “they don’t tell you what material you can buy or how to program ]the machine] for that material. Manufacturers try to lock you into process parameters—for some good reasons, such as keeping you from breaking the machine and trying to keep control over intellectual property. But I want to be able to have the tools to do what I want. When more competition comes out, there’ll be more options.” —PJW |
Various partnerships and patent agreements have led to the present use of the same term, SLM, to describe the process behind equipment marketed today not only by ReaLizer but also by German-based competitor SLM Solutions. This year, SLM Solutions opened a subsidiary business in Novi, MI, to directly supply its U.S. customers with its four metal-based models.
Another split-off from Fockele’s original business opened the door to laser melting systems now sold in the U.S. by U.K.-based Renishaw. Demonstrating the extreme durability of AM parts, a Renishaw system was recently used to build a titanium prototype nose cone for the British Bloodhound Supersonic Car that will attempt to break the 1,000-mph speed barrier in 2015.
In another sign of growth in this arena, Germany’s Concept Laser is penetrating the U.S. market. Its laserCUSING systems process a range of metals, including powdered forms of titanium alloy (rematitan CL) and CoCr (remanium star CL), as patented by Dentaurum Group, and targeted to implantable dental work.
On the domestic front, 3D Systems has completed its acquisition of Phenix Systems, gaining a second direct-metal process for supporting aerospace, automotive and patient-specific medical device applications. Parts made on a Phenix are very dense, and achieve surface finishes as accurate as 5 microns roughness average (Ra)—important for tiny parts. Parts can also be up to 250 x 250 x 300mm. The Phenix systems join 3D Systems’ SLS product line of Direct Metal production printers, and, according to the company, represent the capabilities of the next generation.
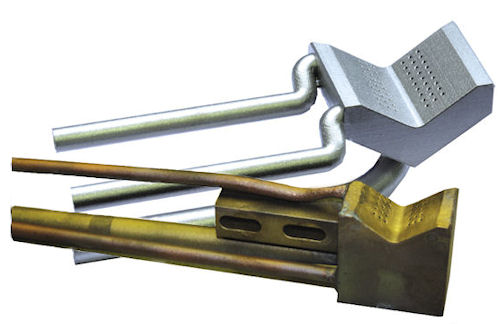 Old and new (top) water-cooled gas burners used by customer Havells Sylvania to heat quartz glass. The old unit was welded from 20 pieces and rapidly wore out. The new unit was completely redesigned by LayerWise to take advantage of AM techniques: It is built in one piece, with significant material reduction, and includes conformal cooling channels that are less than 1mm away from the burning gas. The new units tripled the burners’ lifetime. Images courtesy of LayerWise. |
Two different processes from Optomec offer a different slant on metal options. The New Mexico-based developer employs metal powders in the laser engineered net shaping (LENS) process for part production, repair or enhancement, as well as in Aerosol Jet systems that can deposit metal traces to print electronics. The company also markets the LENS MR-7 system, targeted to materials researchers for rapid production of quality novel materials. In the MR-7, multiple powder feeders can build gradient materials into complex alloys, while sensors collect microstructure property data. Tools for thermal and melt-pool monitoring also support research work and control.
The Nitty Gritty of Materials
Metal AM wouldn’t be possible without reliable sources of powdered metals with specified properties and controlled granule sizes. While a decade ago, most system suppliers only sold proprietary materials, customers now have a growing number of sources for buying and co-developing raw powders.
In the U.S., Erasteel supplies metal powders from offices in New Jersey and Illinois. The company, a division of ERAMET, has a 40-year history of metal powder production at its Swedish headquarters. It markets a range of Pearl Micro powders.
Norbert Ludwig, spokesperson for TLS Technik of Germany, lists the many materials his company delivers to both system original equipment manufacturers (OEMs) and end-users worldwide. “Our main powder products are pure titanium, titanium alloys, steel grades, and aluminum, copper and nickel alloys,” he says. “The particle size depends on the alloy and machine, and is in the range between 10 to 60 microns.”
Another supplier, LPW Technology in the U.K., has had a global business since 2007. It offers custom and particle size distributions, and has introduced LPW PowderSolve—online software that gives customers a full-traceability database, important for lifecycle and trend analysis.
| Metal Service Providers Here’s a look at some other service bureaus with strong capabilities in AM metal processes. Check out the resources on their websites: 3trpd: 3trpd.co.uk Cideas: BuildParts.com Directed MFG: DirectedMFG.com DM3D Technology: POMGroup.com GPI Prototype & Manufacturing Services: GPIPrototype.com Incodema: Incodema.com LaserSintering.com: LaserSintering.com Mydea Technologies: MydeaTechnologies.com Solid Concepts: SolidConcepts.com |
Sandvik Materials Technology (also based in the U.K.), a division of Sandvik Osprey, offers standard and customized alloys with sizes starting at 250 microns. It specializes in fine powders (<38 microns) and prides itself on producing spherical granules suited to AM systems for good flow and high packing density.
In the realm of non-traditional suppliers, Rhode Island-based BEGO dental has patented a high-performance chrome-cobalt-molybdenum alloy, Wirobond C+, for building dental implants on EOS systems. The company is also working on a noble powder, a chrome-palladium-trace-element alloy that would provide better stiffness in AM dental restorations; it predicts this will be a “game-changer” for its U.S. market.
Service Bureaus Gain New Opportunities
A description of metal AM, particularly as a true production process, would not be complete without mention of service bureaus. The expertise of Morris Technologies, previously the major U.S. service bureau for metal applications, prompted the company’s 2012 acquisition by GE Aviation. Greg Morris, founder and former president, explains his company is no longer a “service provider,” although they are selectively working with a few external companies where there is a strategic fit.
Fineline Prototyping, a business with plastics AM experience dating back to 1989, brought on the first two U.S. Concept Laser systems in June 2012 and has just installed a third, the larger M2 machine. Founder and President Rob Connelly says the latter purchase will support increasing requests for larger parts, particularly in titanium, for aerospace applications. Fineline is also qualifying high-temp Inconel 718, which is difficult to machine traditionally. Connelly says he chose the laserCUSING technology for both its high resolution and open-access operation.
 Powderpart exhaust system component built in Inconel 718 on Concept Laser M2 laserCUSING system (6 x 6 x 4.5 in.), finished with UltraFine postprocessing system (proprietary to Powderpart’s parent company Ci-Esse). Image courtesy of Powderpart. |
Woburn, MA-based Powderpart is a new U.S. business backed by seven years of European AM metal experience. As a service bureau, Powderpart is a branch facility of the Italian company Ci-Esse, a machine shop that launched 35 years ago to support Ferrari. General Manager Luca Colombini founded the Ci-Esse AM metals department, working with Concept Laser systems, and has brought that same technology and expertise to the U.S. market.
“We have a deep relation with Concept Laser,” says Colombini. “These machines are fully equipped with their quality management system ]that lets us] constantly control all details running the machine. When the part is finished, we can go through all the data and say it has no issues, or yes, something may have come out that was strange. We have that information.”
Colombini says his company’s focus is on production parts, often for aerospace and medical markets. He notes they buy materials from various sources as well as develop their own. Powderpart also offers an UltraFine post-processing surface treatment.
Perhaps the best-kept secret in metal AM services is LayerWise, the Belgian company that has developed its own SLM systems that it runs in-house with such materials as stainless steel, titaniums, CoCr, tantalum and tungsten. The company is active in optimized part engineering, helping customers make the best use of AM’s design freedom.
“We see that successful manufacturers are looking for a highly specialized metal AM partner like LayerWise. The strength of tight collaboration is the valuable interaction with customers when revisiting the original part or assembly design,” says LayerWise Marketing Manager Rob Snoeijs. He reports that activity is increasing in the U.S. in the dental, medical and industrial sectors.
As Morris says, “These are exciting times for additive not only at GE, but in our industry and around the world.”
Contributing Editor Pamela Waterman, DE’s simulation expert, is an electrical engineer and freelance technical writer based in Arizona. You can send her e-mail to [email protected].
More Info
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News
About the Author
Pamela Waterman worked as Digital Engineering’s contributing editor for two decades. Contact her via .(JavaScript must be enabled to view this email address).
Follow DE

