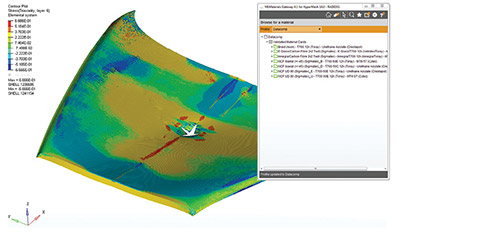
Granta Design collaborated with the UK-DATACOMP project, which developed simulation-ready data from testing for crash simulation of composites in the automotive sector. The image shows a car hood impact analysis using GRANTA MI. Image courtesy of Granta Design.


Latest News
July 1, 2017
It is easier than ever for engineers to conduct more types of simulations more frequently than ever. These system simulations often involve material models for multiple materials, and the material data, in turn, is used for many different types of simulations. That results in different files for the same material for different simulation solvers. This abundance of material data can be difficult to track: If an engineer pulls the wrong material model into the simulation, it could skew the results and require repeated simulations or create design errors later in the process.
“There is a challenge in identifying the correct materials data to use,” says Dr. Peter Cherns, product manager for Enterprise Integration at Granta Design. “If material cards are stored without context or traceability, there is a risk that the wrong data will be applied, the right data will not be found or re-testing will be ordered needlessly.”
Companies often use inconsistent nomenclature for material data, which can lead to inefficient or inaccurate material selection processes. There is also a lack of consistency in the properties used to make up the material files.
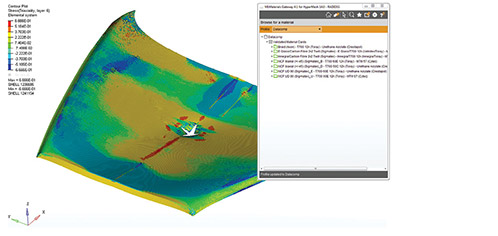 Granta Design collaborated with the UK-DATACOMP project, which developed simulation-ready data from testing for crash simulation of composites in the automotive sector. The image shows a car hood impact analysis using GRANTA MI. Image courtesy of Granta Design.
Granta Design collaborated with the UK-DATACOMP project, which developed simulation-ready data from testing for crash simulation of composites in the automotive sector. The image shows a car hood impact analysis using GRANTA MI. Image courtesy of Granta Design.This is further complicated by the fact that different teams are handling material data in isolation from each other. “What we usually see is that the people who do the material testing in the lab and the people who do material modeling in automotive or aerospace, for example, are different people,” says Philippe Hébert, product manager at e-Xstream Engineering, an MSC company. “The test data is stored somewhere on a hard disk, and the then material model files are somewhere else.”
“Companies put considerable effort into developing their own material property data internally and want to be sure that the data is applied consistently for all simulations,” adds Hubert Lobo, president of DatapointLabs Technical Center for Materials. “If you are doing NVH [noise, vibration, harshness simulation], you need a certain type of data; if you are doing crash simulations, you need the same material, but more complicated data. Ensuring the data is used consistently is not easy, because the team doing NVH is not doing crash. They barely talk to each other. The data needs to come from a consistent source.”
Material File Challenges
Materials files come in a number of different file formats, and the data contained in each has a complex relation to underlying testing and analysis. If the wrong file is used in a simulation, it can cause a number of difficulties throughout the design and simulation process.
“In the worst case scenario simulation results will be wrong due to incorrect data usage. More commonly there are issues with re-use of data due to inadequate traceability,” Cherns says.
 Digimat Additive Manufacturing, the latest addition to the Digimat platform, is a simulation solution for manufacturing of fused filament fabrication (FFF)/Fused Deposition Modeling (FDM) and selective laser sintering (SLS). Image courtesy of e-Xstream engineering SA.
Digimat Additive Manufacturing, the latest addition to the Digimat platform, is a simulation solution for manufacturing of fused filament fabrication (FFF)/Fused Deposition Modeling (FDM) and selective laser sintering (SLS). Image courtesy of e-Xstream engineering SA.According to Hébert, users often lose track of the material data they need or lack visibility into where the material model originated. “Where did the file come from, who created it and what were the assumptions that were made?” Hébert asks. “The material model translates reality into an approximated version of that reality, and you have to be able to track the assumptions made during that translation.”
Even something as simple as the name of the material file can cause hiccups in the process. For example, design teams and CAE simulation engineers may not use the same terms for the same set of data. “So a CAD drawing and bill of materials arrive at the CAE user’s desk, and they have to hunt for the material file to assign to that material,” Lobo says. “What the designer has called the material may not have a direct correlation to the files the CAE user is looking at. The relationship needs to be built so the CAE engineers don’t have to guess.”
Centralized Solutions
Although engineering companies have created ad hoc databases to help manage these files, new materials management solutions are a better way to centralize and control the flow of these files throughout the design and simulation process.
“We see companies in the past that have introduced more complex ways of managing and versioning individual files. However, we see a trend toward storage and management of the underlying data and generating card formats on the fly from this,” Cherns says.
At Granta, for example, the company provides customers with a single, central source of materials data for simulation. “We then provide our GRANTA MI:Materials Gateway integrations with the major preprocessors to serve up this data on demand directly where analysts are working,” Cherns says. “All data provided in this way is fully traceable back to the testing and analysis from which it was generated and can be updated automatically when changes are made.”
The problem of material model management then becomes much simpler because the data is managed centrally and the files are generated from the live source.
e-Xstream’s Digimat product connects the test data and material models so that users can see how the experimental data was used to create those models. “It’s important to be able to connect different types of users,” Hébert says.
Datapoint’s Matereality product builds a central location for materials and specifications and generates master lists of materials that engineers can use.
“With a click of a button they can transmit to designers a file that can be consumed with these standard names so the designers aren’t just typing in whatever they want,” Lobo says. “If they have a drop-down list of materials, it removes the variability that can potentially exist.”
The system reduces the risk of the simulation team working with the wrong units. The same data can be used to generate files for different solvers, and there is traceability back to a single set of experiments that is controlled by the enterprise. “You really nail the whole thing down to the floor, and that reduces the possibility of errors,” Lobo says.
Having a central repository also requires users to create standard nomenclature around the material data, and makes sure end users know how those models are named and how to search for them.
“It’s not always easy to get all of those departments talking to each other,” Hébert says. “This really relies on deployment of a system across the full enterprise.”
Change management processes are also important so that there are designated staffers in charge of adding materials and actively managing the material data. Traceability is enabled by having the material files come from a single source. “Each material file is tagged by properties and material name on which it is based,” Lobo says. “That’s important because material files traditionally do not contain information that gives you traceability of data that was used to make the file in the first place.”
These solutions also have to protect intellectual property (IP), which is increasingly important as more companies share data with partners around the globe. “There is a strong link between material data and design choice, and customers have an enormous interest in being able to have strong IP protection of that data,” Hébert says. “For example, companies that provide raw materials and composites can provide Tier One automotive users the material data for their simulations, but they don’t get to see exactly what is inside that model. That way the material suppliers can support customers with advanced material data, and end users don’t feel the need to spend time doing all the material testing and creating models. The key there is to encrypt and share that data with the right people.”
Preparing for this type of system involves engaging material engineers, designers and other stakeholders. “Culturally, it’s a matter of getting the whole thing under control,” Lobo says. “Often there is resistance from the separated teams that have been operating independently for a long time. They have spent a lot of time building these material file collections, so the transition has to be managed carefully and with some degree of diplomacy. Those engineers need to be assured that the transition will be handled correctly. Losing direct control of those files makes them nervous.”
Engineering Ingenuity
Chip Conrad, a Ford stamping engineer, led the design of a closed-loop recycling system that yields 5 million pounds a week of high-strength military-grade aluminum scrap. Now in use at three Ford factories, the company is now saving enough recycled high-strength military-grade aluminum alloy to build either 51 commercial jetliners or more than 37,000 new F-Series truck bodies a month.
The main environmental advantage of recycling scrap aluminum is that it takes one-tenth the energy required to reprocess scrap aluminum than it does to make new aluminum, according to the Aluminum Association.
At the heart of this closed-loop recycling system is a large, automated vacuum system and more than two miles of tubes crisscrossing the plants. Developed at Dearborn Stamping Plant, where the F-150 is built, the system is now in use at Kentucky Truck, home to Super Duty, and Buffalo Stamping, which manufactures alloy panels for commercial F-Series trucks.
 Ford’s recycling system recovers enough military-grade aluminum alloy to build either 51 commercial jetliners or more than 37,000 F-Series truck bodies a month. Image courtesy of Ford.
Ford’s recycling system recovers enough military-grade aluminum alloy to build either 51 commercial jetliners or more than 37,000 F-Series truck bodies a month. Image courtesy of Ford.As doors and fenders are stamped into shape, scrap material is shredded into chips, roughly the size of a dollar bill, which get sucked into the system and routed via a series of computer-controlled gates until the journey ends seconds later in a multi-ton pile in the back of a semi. Think of it as a long water slide ride for aluminum scrap, with a splash landing at the end.
“The system automatically knows which of the four different grades of alloy is being stamped at a given time, then it routes the material into one of four trucks standing by to send it back for reprocessing,” says Conrad.
More Info
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News
About the Author
Brian Albright is the editorial director of Digital Engineering. Contact him at [email protected].
Follow DE

